The global hazelnut industry is booming, but along with growth comes higher quality standards. Importers and food manufacturers demand products free from defects such as insect bites, broken shells, mold, or foreign materials. To meet these expectations, processors are increasingly turning to hazelnut color sorting machines.
Unlike manual inspection, optical sorters can handle tons of hazelnuts per hour while maintaining exceptional accuracy. They use high-resolution cameras and AI algorithms to detect imperfections invisible to the human eye. This ensures that every batch meets food safety regulations and delivers the consistent quality buyers expect.

Key advantages of adopting a hazelnut sorting machine include:
Precision sorting of defects like wrinkles, cracks, and discoloration.
Adaptability for both raw hazelnuts and roasted kernels.
Reduced operational costs by minimizing labor and product loss.
Scalability to support growing production demands.
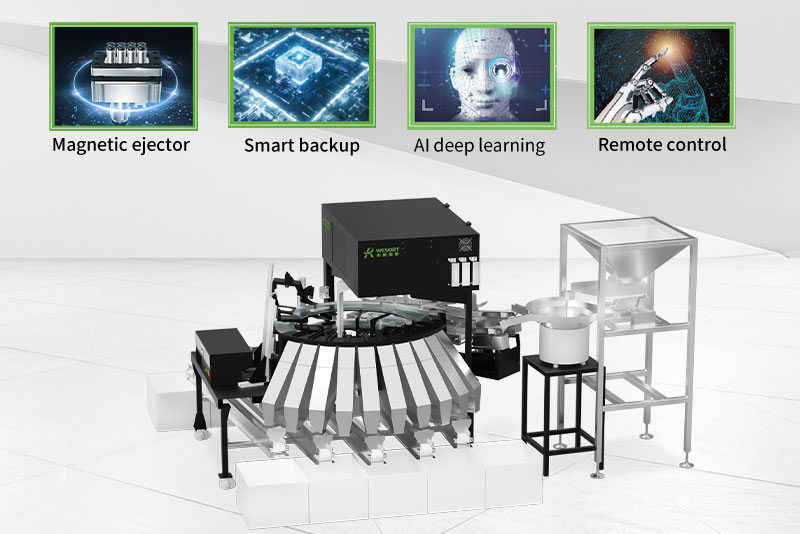
A good example is the WESORT hazelnut color sorter, which integrates multi-dimensional detection (color, size, shape, texture) with AI deep learning. Its smart remote APP monitoring also helps factories optimize performance with minimal intervention.
By implementing automated sorting, processors not only safeguard food safety but also improve productivity and profitability. In a competitive market, the right sorting technology makes the difference between struggling with inefficiency and thriving with premium-quality hazelnuts.
👉 Discover more about hazelnut sorting equipment at WESORT’s official website.